




La soudure exothermique ou soudage aluminothermique est un procédé chimique qui permet la liaison moléculaire de deux ou plusieurs conducteurs de manière durable. Cette fusion permet d’obtenir une connexion plus fiable et plus durable et d’obtenir une conductivité égale ou supérieure à celle de la connexion mécanique. C’est pourquoi ce procédé est largement utilisé dans les secteurs ferroviaire et électrique, plus particulièrement dans les systèmes de mise à la terre pour garantir la plus grande sécurité des liaisons entre conducteurs.
Quelles sont les exigences auxquelles doit répondre une soudure exothermique pour être considérée comme une liaison acceptable ?
Pour obtenir une soudure considérée comme acceptable et sûre, une série de conditions requises doivent être remplies pour garantir que le processus de soudure aluminothermique sera réalisé correctement. Pour cela, le moule en graphite doit être dans les meilleures conditions, propre et avec les cavités et la chambre de soudure bien définies, afin que les conducteurs et la poudre ou les tablettes s’ajustent correctement. C’est pourquoi l’inspection des défauts est très importante.
Une fois que les premières étapes ont été observées, et pour confirmer la validité d’une soudure, les aspects suivants seront pris en compte :
- La fonte doit recouvrir complètement la chambre de soudure ou au moins couvrir la section des conducteurs, afin de conserver leurs propriétés.
- Le résultat ne présente aucune porosité superficielle de plus de 1 mm de profondeur.
- La soudure doit être exempte de scories sur les conducteurs, en respectant également les conditions précédentes.
- La couleur de la soudure varie du doré au cuivre une fois qu’elle a été correctement nettoyée.
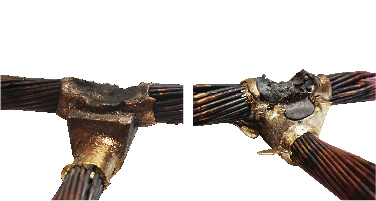
Une bonne soudure est celle qui a un aspect solide, cuivré et métallique et qui recouvre complètement la surface qui marque la chambre de soudure avec le moins d’imperfections. D’autre part, une soudure est inacceptable pour diverses raisons allant de l’utilisation d’une charge inappropriée à la défaillance de la structure du moule.
Pour en revenir à l’inspection des défauts du moule en graphite et de la soudure qui en résulte, cette action permet d’identifier les causes d’un résultat rejeté pour éviter qu’il ne se reproduise.
Erreurs les plus fréquentes lors d’une soudure exothermique
Si la soudure aluminothermique n’est pas conforme aux caractéristiques mentionnées au point précédent, il est possible que la liaison n’ait pas été réalisée correctement et que des problèmes soient apparus.
Présence de pores sur la surface soudée : la cause de ce problème est due à l’humidité ou à des impuretés au niveau des conducteurs et/ou dans le moule. Pour résoudre ce problème, le moule doit être chauffé à nouveau et les restes de combustibles, de bandes, de galvanisé, etc. présents sur les conducteurs doivent être correctement nettoyés ou retirés.

Manque de matière sur la longueur de la soudure : ce problème peut être dû à trois raisons différentes :
- Cause A : Tension des conducteurs : Lors de la fusion et de la coupure des conducteurs, ceux-ci se séparent, de sorte que le volume à remplir dans la chambre de soudure augmente. Pour éviter la séparation, il est important de placer des pinces de fixation des conducteurs, comme la référence AT-059N.
- Cause B : fuite de matériau de soudure : l’inspection et la vérification de l’état du moule est la principale solution à ce problème.
- Cause C : On a utilisé moins de charge en poudre ou moins de tablettes que nécessaire. Pour éviter cette situation, il est essentiel de consulter l’étiquetage du moule ou de consulter le service technique qui fournit les matériaux pour la soudure exothermique avant d’effectuer la soudure.
Le manque de matériaux peut entraîner des fuites de matière par les conducteurs, en raison du mauvais état de ces derniers ou du moule. L’utilisation d’adaptateurs de câbles, comme le AT-072N, de pâtes à sceller, comme le AT-066N, ou le changement de moules, permettent de résoudre ce problème.

Une autre conséquence du manque de matériau peut être que les pinces utilisées pour fermer le moule n’exercent pas la pression adéquate, et si un accessoire prévu à cet effet n’est pas disponible, le moule ne se fermera pas correctement.

Présence d’un excès de scories autour du conducteur : il est important dans ce cas de faire la différence entre les scories de surface et les scories qui se déposent sur le conducteur. Il s’agit de scories de surface si la soudure apparaît lorsqu’on l’enlève, donnant un résultat optimal. Si, en revanche, le conducteur apparaît sous les scories sans fondre, le résultat est à rejeter, et peut être dû à l’utilisation d’une quantité insuffisante de poudre ou de tablettes ou à une fuite de matière.
Autres impuretés présentes sur le matériau : il se peut que des impuretés apparaissent sur les conducteurs et le moule en raison du sol ou des matériaux présents. Ceux-ci doivent être complètement supprimés :
- Impuretés de boue : elles doivent être enlevées à l’aide d’une brosse telle que la référence AT-061N, puis chauffer à l’aide d’un chalumeau.
- Impuretés de graisses, de carburants, d’huiles… : elles peuvent être éliminées à l’aide d’un chalumeau ou d’un dissolvant approprié. Dans tous les cas, il convient de chauffer ensuite.
- Impuretés d’oxyde, peintures : toute zone présentant des traces de rouille (corrosion) pour les conducteurs doit être éliminée, sinon la soudure ne pourra pas faire fondre ce matériau.
- Autres impuretés : tout matériau combustible doit être laissé hors du moule car toute flamme risque de nuire au résultat final.
Découvrez Apliweld Secure+, la soudure exothermique d’Aplicaciones Tecnológicas
L’introduction du format tablette dans le système Apliweld Secure+, développé par Aplicaciones Tecnológicas, est une innovation qui a apporté des avantages significatifs dans l’exécution de la soudure exothermique appliquée à tout réseau de terre. Les charges sous forme de tablettes rondes Apliweld® Secure+, AT-020N et AT-021N, permettent tous les types de jonction entre conducteurs par soudure exothermique avec seulement deux références.
De plus, Aplicaciones Tecnológicas a remplacé l’initiateur à poudre inflammable et à étincelle par le système d’allumage électronique à distance (AT-100N) et l’utilisation d’initiateurs compacts ininflammables (AT-010N), ce qui garantit une plus grande sécurité dans le domaine de la prévention des risques professionnels. En 2024, il a été introduit le nouveau kit d’allumage électronique AT-200N est plus léger, pesant seulement un kilogramme, et il dispose d’un nouveau système de chargement portable via un câble USB vers USB-C, lui conférant ainsi une plus grande polyvalence. De cette manière, le kit peut être rechargé à partir de n’importe quel appareil équipé d’un port USB, comme un ordinateur portable ou un véhicule.
La manipulation de charges de tablettes et de capsules d’allumage est beaucoup plus facile que la manipulation de charges de poudre, ce qui réduit les coûts logistiques, minimise les erreurs et améliore l’efficacité du procédé.
Ce format de tablettes innovant, associé au fait qu’il ne contient aucun matériau inflammable et que la soudure peut être effectuée à une distance de sécurité plus adaptée, fait d’Apliweld Secure+ la soudure exothermique la plus efficace du marché.
De plus, ce système de soudure exothermique a obtenu la certification des « Underwriter Laboratories » en conformité à la norme « UL Grounding and bonding equipment » et la recommandation de l’Institut National de la Sécurité, de la Santé et du bien-être au travail.
Si vous souhaitez en savoir plus sur la manière d’effectuer une soudure aluminothermique ou sur le fonctionnement du système de soudure par tablettes rondes, veuillez cliquer ici pour accéder à une présentation d’Apliweld Secure+ d’Aplicaciones Tecnológicas, la soudure exothermique la plus efficace et la plus sûre du marché.