




A soldadura exotérmica ou soldadura aluminotérmica é um processo químico que permite a união molecular de dois ou mais condutores de forma perdurável. Esta fusão resulta numa conexão mais fiável e duradoura, além de conferir uma condutividade igual ou superior à da união mecânica. É por isso que a sua utilização é muito comum nos setores ferroviário e elétrico, mais especificamente nos sistemas de terra para garantir mais segurança das uniões entre condutores.
Que requisitos deve cumprir uma soldadura exotérmica para se considerar uma união aceitável?
Para obter uma soldadura considerada como aceitável e segura devem-se cumprir uma série de condições mínimas que garantam que o processo de soldadura aluminotérmica é considerado correto. Para isso, o molde de grafite deve estar nas melhores condições, limpo e com as cavidades e a câmara bem definidas, de forma que os condutores e o pó ou pastilhas se ajustem adequadamente. Por esse motivo a inspeção em busca de algum defeito é fundamental.
Uma vez considerados os primeiros passos, e para confirmar a validação de uma soldadura, deverão ser tidos em conta os seguintes aspetos:
- A fusão deve cobrir completamente a câmara de soldadura ou pelo menos cobrir a secção dos condutores, para manter assim as suas propriedades.
- O resultado não apresenta porosidades superficiais de profundidade superior a 1mm.
- A soldadura deve ficar livre de escória sobre os condutores, cumprindo as condições anteriores.
- A cor da soldadura varia de dourado a cobreado após limpeza conveniente.
Uma boa soldadura é aquela que apresenta um aspeto sólido, cobreado, metálico e que cobre totalmente a superfície que marca a câmara da soldadura com o menor número de imperfeições. Por outro lado, uma soldadura é inaceitável por diversas razões que vão desde a utilização da carga inadequada até falhas na estrutura do molde.
Voltando à inspeção de defeitos no molde de grafite e na soldadura resultante, esta ação permite identificar as causas de um resultado rejeitável para evitar que este se volte a repetir.
Erros mais frequentes na hora de realizar uma soldadura exotérmica
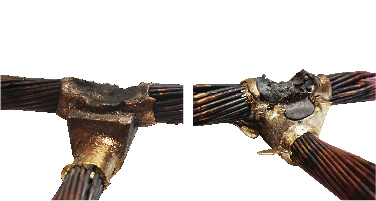
Se a soldadura aluminotérmica não cumpre com as características mencionadas no ponto anterior, é possível que a união não tenha sido realizada de forma adequada e tenha originado problemas. Estes são os erros mais comuns que evidenciam que uma soldadura não é correta:
Presença de poros na superfície soldada: a causa deste problema deve-se à humidade ou existência de impurezas nos condutores e/ou no molde. Para o solucionar deve-se voltar a aquecer o molde e limpar, ou retirar adequadamente os restos de combustível, fitas, galvanizados, etc. nos condutores.

Falta de material na soldadura: Este problema pode dever-se a três motivos distintos:
- Causa A: tensão nos condutores: ao fundir e cortar os condutores estes separam-se, pelo que o volume que enche a câmara aumenta. Para evitar a separação é importante colocar fixadores de condutores, como o AT-059N.
- Causa B: fuga de material de soldadura: inspecionar e verificar o estado do molde é a principal solução para este problema.
- Causa C: utilizou-se menor gramagem ou menor quantidade de pastilhas que as necessárias. É essencial consultar a etiqueta do molde ou consultar o departamento técnico do fornecedor dos materiais para a soldadura exotérmica antes de a realizar.
A falta de materiais pode dar lugar a fugas através dos condutores, por estes ou o molde estarem em mau estado. Utilizar adaptadores de cabos, como o AT-072N, pasta de selagem, como a AT-066N, ou mudar o molde solucionaria este problema.

Outra consequência da falta de material pode ser a pinça utilizada para fechar o molde, pode não exercer a pressão adequada, e se não dispõe de um grampo de aperto para fazê-lo, o molde não fechará corretamente.

Presença de demasiada escória ao redor do condutor: Neste ponto cabe destacar a importância de diferenciar entre a escoria à superfície e a que se deposita sobre o condutor. Trata-se de escória superficial se ao a eliminar aparecer a soldadura, dando lugar a um resultado ótimo. Pelo contrário, se por baixo da escória aparece o condutor sem fundir, o resultado é rejeitável, e pode ser originado pela utilização de menor quantidade de pó, ou pastilhas, ou por fuga de material.
Outras impurezas no material: Pode dar-se o caso de que nos condutores e no molde apareçam impurezas por causa do terreno ou dos materiais presentes. Devem ser eliminadas completamente.
- Impurezas de terra: Devem ser eliminadas com uma escova como a AT-061N para depois de aquecer com o maçarico.
- Impurezas como gorduras, óleos…: Podem ser eliminas mediante a utilização do maçarico ou de um dissolvente adequado. Em qualquer caso, em seguida, aquecer.
- Impurezas como oxidação, pinturas: Qualquer zona que apresente oxidação (corrosão) para os condutores deve ser eliminada, ou a soldadura não se poderá fundir a esse material.
- Outras impurezas: Qualquer material combustível deve ficar fora do molde, qualquer chama pode prejudicar o resultado final.
Conheça Apliweld Secure+, a soldadura exotérmica de Aplicaciones Tecnológicas
A introdução do formato pastilhas no sistema Apliweld Secure+, desenvolvido por Aplicaciones Tecnológicas, é uma inovação que traz significativas vantagens na realização de soldadura exotérmica em qualquer rede de terras. As cargas em pastilhas Apliweld Secure+, AT-020N e AT-021N, tornam possível todos os tipos de união entre condutores por soldadura exotérmica com apenas duas referências.
Aplicaciones Tecnológicas substituiu o iniciador inflamável em pó e disparo com isqueiro pelo sistema de ignição eletrónica à distância (AT-100N) e a utilização de iniciadores compactos não inflamáveis (AT-010N), garantindo uma maior segurança no campo de prevenção de riscos laborais. Em 2024 foi introduzido o novo kit de ignição eletrónica AT-200N é mais leve, pesando apenas 1 quilograma, e possui um novo sistema de carregamento portátil através de um cabo USB para USB-C, tornando-o mais versátil. Desta forma, o kit pode ser recarregado por qualquer dispositivo com uma entrada USB, como um portátil ou um veículo.
A manipulação de cargas em formato pastilhas e dos casquilhos de ignição é muito mais simples que a das cargas em pó, reduzindo os custos logísticos, minimizando erros e melhorando a eficácia do progresso.
Este inovador formato em pastilhas, juntamente com o feito de não ter material inflamável e da soldadura se poder realizar com distância de segurança, fazem da Apliweld Secure+ a soldadura exotérmica mais eficiente do mercado.
Este sistema de soldadura exotérmica conta com a certificação de Underwriter Laboratories conforme a norma UL Grounding and bonding equipment e com a recomendação do Instituto Nacional de Segurança, Saúde e bem estar no trabalho.
Se desejar conhecer mais acerca de como realizar uma soldadura aluminotérmica ou como funciona o sistema de soldadura em pastilhas pode fazer click aqui para aceder a uma apresentação de Apliweld Secure+ de Aplicaciones Tecnológicas, a soldadura exotérmica mais eficiente e segura do mercado.