




Exothermic welding or aluminothermic welding is a chemical process that creates a permanent molecular union of two or more conductors. This fusion results in a more reliable and durable connection, as well as providing equal or greater conductivity than mechanical bonding. This is why it is widely used in the railway and electrical sectors, more specifically in earthing systems to guarantee the greatest safety of joints between conductors.
What requirements must an exothermic weld meet in order to be considered an acceptable joint?
In order to obtain a weld considered as acceptable and safe, a series of minimum conditions must be fulfilled to guarantee that the aluminothermic welding process will be carried out correctly. For this purpose, the graphite mould must be in the best conditions, clean and with the cavities and the chamber well defined, so that the conductors and the powder or tablets fit properly. For that reason, the inspection for any defect is very important.
Once the first steps have been considered, and to confirm the validity of a weld, the following aspects will be taken into account:
- The weld must completely cover the chamber or at least cover the conductor section, in order to maintain its properties.
- The result does not have surface porosities deeper than 1 mm.
- The weld must be free of slag on the conductors, also complying with the above conditions.
- The colour of the weld varies from gold to copper once it has been properly cleaned.
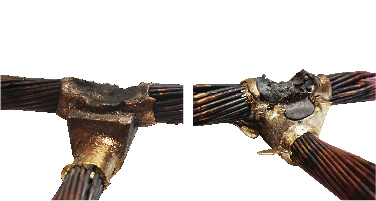
A good weld is one that has a solid, coppery, metallic appearance and completely covers the surface that marks the welding chamber with the least number of imperfections. On the other hand, a weld is unacceptable for a variety of reasons ranging from the use of improper loading to failures in the mould structure.
Returning to the inspection of defects in the graphite mould and the resulting weld, this action makes it possible to identify the causes of a rejectable result in order to prevent it from happening again.
Most frequent errors in exothermic welding
If the aluminothermic welding does not meet the features mentioned in the previous point, it is possible that the joint has not been made properly and problems have arisen. These are the most common reasons and errors that show a weld is not correct:
Presence of pores on the welded surface: the cause of this problem is due to humidity or the existence of debris in the conductors and/or in the mould. To solve this problem, the mould must be reheated and the remains of fuel, tapes, galvanized parts, etc. in the conductors must be properly cleaned or removed.

Lack of material in the welding: This problem can be due to three different reasons:
- Cause A: voltage in the conductors: when melted and cut, the conductors separate, so the volume to be filled in the chamber increases. To avoid separation, it is important to place conductor fixers, such as the AT-059N.
- Cause B: welding material leakage: inspecting and checking the condition of the mould is the main solution to this problem.
- Cause C: less weight or fewer tablets than required have been used. Consult the labelling of the mould or consult the technical department supplying the materials for exothermic welding before carrying out welds is essential to prevent this situation.
The lack of materials can lead to material leakage through the conductors, because the conductors or the mould are in bad condition. Using cable adapters, such as the AT-072N, sealing putty , such as AT-066N, or changing moulds would solve this problem.

Another consequence of the lack of material may be that the clamps used to close the mould do not exert the right pressure, and if there is not a knob available to do so the mould will not close properly.

Presence of too much slag around the conductor: at this point it is important to differentiate between surface slag and slag that is deposited on the conductor. This is surface debris, when removed, the weld underneath should show an optimum result. If, on the other hand, unmelted conductor appears beneath the slag, the result can be considered to be unacceptable and may be due to the use of a smaller quantity of powder or tablets or to a leakage of material.
Other impurities in the material: it may be the case that impurities appear in the conductors and in the mould due to the soil or the materials present. These must be completely removed:
- Mud impurities: they must be removed with a brush such as the AT-061N and then heated with a blowtorch.
- Impurities in grease, fuel, oil…: they can be removed using a blowtorch or a suitable solvent. In any case, then heat.
- Oxide impurities, paints: any zone that presents oxides (corrosion) for the conductors must be eliminated, otherwise the weld will not be able to melt that material.
- Other impurities: any combustible material must be left out of the mould as any flame is detrimental to the final result.
Discover Apliweld Secure+, the exothermic welding of Aplicaciones Tecnológicas
The introduction of the tablet format in the Apliweld Secure+ system, developed by Aplicaciones Tecnológicas, is an innovation that has brought significant advantages in the performance of exothermic welding in any earth network. The tablet format Apliweld® Secure+, AT-020N and AT-021N, makes all types of joint between conductors by exothermic welding possible with only two references.
Furthermore, Aplicaciones Tecnológicas has replaced the flammable powder and spark igniter with the remote electronic ignition system (AT-100N) and the use of compact non-flammable initiators (AT-010N), guaranteeing greater safety in the field of occupational risk prevention. Starting in 2024, the new AT-200N electronic ignition kit is lighter, weighing only one kilogram and features a new portable charging system via USB to USB-C cable, making it more versatile. In this way, the kit can be recharged by any device with a USB input, such as a laptop or vehicle
The handling of tablet loads and ignition caps is much easier than that of powder loads, reducing logistics costs, minimising errors and improving the efficiency of progress.
This innovative tablet format, together with the fact that it contains no flammable material and that welds can be carried out from a safe distance, makes Apliweld Secure+ the most efficient exothermic welding system on the market.
In addition, this exothermic welding system is certified by Underwriter Laboratories to the UL Grounding and bonding equipment standard and recommended by the National Institute of Occupational Safety, Health and Welfare.
If you want to know more about how to perform an aluminothermic weld or how the tablet welding system works, you can click here to access a presentation of Apliweld Secure+ from Aplicaciones Tecnológicas, the most efficient and safe exothermic welding on the market.